Рольганговые проходные (туннельные) печи




В печах с роликовым подом, металл прямо с рольганга поступает на ролики печи, вращающиеся по несколько штук от одного привода или от индивидуальных приводов. Скорость вращения роликов на различных участках печи может быть различной и гибко регулироваться
Запросить ценуОписание
Ролики выполняются из жаропрочной керамики или жаропрочной стали (например, содержащей 20…30 % Ni и 20…25 % Сг). В последние годы на наших печах мы в основном применяем ролики с несущим стальным валком и укрепленной на нем жаропрочной керамической оболочкой, которые обладают большой несущей способностью, жаростойкостью и высокой надежностью, имеют низкую тепловую инерцию.
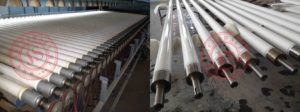
Рис.1 Ролики с керамической оболочкой
Роликовый конвейер разделен на отдельные секции, каждая из которых приводится в движение одним электродвигателем. Вращающий момент от электродвигателя к роликам передается с помощью косозубой зубчатой передачи, во время эксплуатации предотвращается возникновение вибрации. Откидной защитный кожух с одной стороны обеспечивает безопасность и защиту персонала от случайного прикосновения к вращающимся и подвижным узлам, с другой стороны обеспечивает защиту от пыли и грязи косозубой передачи. При необходимости ремонта и замены отдельных поврежденных роликов, обеспечивается легкий доступ к роликами и возможность их замены.

Рис.2 Передача вращающего момента на ролики
Приводные электродвигатели снабжены бесступенчатым регулированием скорости вращения, выходные обороты управляются с помощью регулятора, реализуется функция плавного пуска и работы с переменной скоростью. Применяемая технология позволяет обеспечить высокую равномерность движения заготовок на конвейере, отсутствие их столкновений и вибрации, что снижает частоту их повреждений.
Особенности конструкции печных роликовых конвейеров:
- При проектировании роликового конвейера учитывается, что для устойчивого положения заготовка должна одновременно лежать минимум на трёх роликах.
- Привода и опоры роликов должны выходить за камеру нагрева печи и располагаться в холодной зоне.
- Ролики рольгангов нельзя останавливать более, чем на 3–5 мин при рабочей температуре, так как при этом может произойти необратимая их деформация — прогиб. Поэтому рольганги работают в одном из трёх режимов: 1) непрерывном (или на проход); 2) реверсивном (или покачивания); 3) периодическом с кратковременными остановками.
- Привод для роликов может быть один для всех, один на группу, или каждый ролик может иметь собственный привод. При этом все ролики должны работать согласованно.
- Для снижения потерь тепла загрузка и выгрузка изделий производится на транспортной скорости, которая значительно (в 5–100 раз) выше технологической.
- В случае отключения электропитания запускается аварийный генератор (Поставляется пользователем), обеспечивающий питание приводной системы печи для защиты роликов от перегрева;
- В случае неисправности частотных преобразователей система переходит на питание непосредственно от промышленной сети;
- В случае неисправности или останова частотного преобразователя или какого-либо электродвигателя автоматически срабатывает сигнализация.
По торцам рабочее пространство печи перекрывают электроприводные двери. Двери перемещаются в вертикальной плоскости, по специальным направляющим.
Рольганговые печи могут поставляться как с электрическим, так и с газовым нагревом. Размещение и типы горелок и электрических нагревателей подбираются индивидуально, в зависимости от вида заготовки и режима термообработки.
Электрические печи могут поставляться в газоплотном исполнении с возможностью нагрева в защитных атмосферах. В качестве дополнительных опций могут поставляться генераторы соответствующих атмосфер или загрузочная оснастка. При необходимости в соответствии с требованиями Заказчика печь может быть дополнительно оборудована другими системами и оборудованием, такими как: системы загрузки, взвешивания и разгрузки тиглей, входные и выходные роликовые столы, системы контроля целостности тиглей, линия обратного хода и т.д.
Каждая печь индивидуальна, проектирование каждой их них осуществляется с учетом требований и пожеланий Заказчика, а также большого количества факторов, таких как: назначение, вид подвергаемого обработке материала, производительность, вид нагрева, требуемая температура, скорость и длительность нагрева, график нагрева и многое другое.