1. Назначение
Печь предназначена для нагрева заготовок перед прошивкой (экспандированием) на прошивном гидравлическом прессе в трубопрессовом цехе.
2. Основания для проектирования и технические требования
- Виды обрабатываемой стали: углеродистая сталь, инструментальная сталь, легированная конструкционная сталь и нержавеющая сталь. Марка стали 08/12Х18Н10Т, 10Х17Н13М2Т, 10Х23Н18,12Х13, 304/304L,304LN, 304H, 309H, 310H,316/316L,316LN, 316H, 316Ti, 317/317L, 321/321H, 347/347Н, S31254, S31803, S32750,S32760, N08904, N08800/10/11, N06625/08825/080203 и их аналоги.
- Производительность, 4 — 15 т/час
- Диаметр заготовки перед прошивкой (экспандированием), при температуре 20 °С: Ø 130 мм,180 мм, 215 мм, 270 мм, 325 мм.
- Вес заготовки 0,08-0,65 тонн
- Температура заготовки перед нагревом в печи: + 5 ÷ 45 °С
- Температура заготовки после нагрева: 800 ± 20 °С
- Разница температур по телу заготовки: ±10℃ в продольном направлении ≤±5℃ по сечению
- Окисление заготовки: ≤ 1% (нержавеющая сталь не более 0,2%)
- Расположение заготовок: в два ряда
- Тип топлива: природный газ (теплотворная способность ≥ 8000 ккал / Нм3, давление: 10 кПа, нормальная температура)
- Принудительное дымоудаление + стальная труба
- Температура предварительного нагрева воздуха для горения: ≥ 350 ℃
- Удельное потребление тепла: ≤240 ккал/кг
- Общий межремонтный период: ≥ 5 лет
- Способ регулирования температуры: полностью автоматическое управление с помощью ПЛК, измерение температур производится с помощью термопар, для обеспечения надежность оборудование имеет достаточную степень резервирования.
- Промышленный компьютер: работа на двух компьютерах, обеспечено взаимное горячее резервирование
- Двигатели мощностью 30 кВт и выше имеют плавный пуск
- Повышение температуры поверхности печи (кроме зоны вблизи горелок): боковая стенка ≤ 35 ℃, дно печи ≤ 45 ℃, верх печи ≤ 45 ℃
3. Состав оборудования кольцевой печи
3.1. Подающее устройство и разгрузочное устройство (за исключением части разгрузочной платформы и разгрузочного рольганга)
3.2. Кольцевая печь
Кольцевая печь состоит из корпуса кольцевой печи, гидрозатвора и системы охлаждения, системы сгорания, системы управления, системы консистентной смазки, системы дымоудаления и загрузочного и разгрузочного устройств.
4. Описание процесса нагрева и функций оборудования
После получения сигнала загрузки, загрузочная дверца печи открывается, загрузочный манипулятор отправляет трубную заготовку на загрузочном рольганге в печь, а затем загрузочный манипулятор возвращается в исходное положение загрузки для ожидания, а дверца загрузочной печи закрывается. Под печи вращается с требуемой скоростью. Заготовка трубы последовательно проходит в печи секцию предварительного нагрева, секцию нагрева 1, секцию нагрева 2 и секцию выдержки. После нагрева трубная заготовка достигает разгрузочной дверцы печи. После получения сигнала от прошивного гидравлического пресса разгрузочная дверца открывается. Манипулятор на разгрузочном конце вынимает трубную заготовку и кладет ее на разгрузочный рольганг, а затем она подается к прошивному прессу. Таким образом проходит процесс загрузки, нагрева и выдачи трубчатой заготовки. Зажим манипулятора и опоры пода печи выполнены из жаропрочной стальной отливки.
Для нагрева используются боковые прямоточные горелки и горелки с плоским пламенем.
Регулирование температуры в печи выполняется на 4 секциях: секция нагрева 1, секция нагрева 2, секция выдержки температуры и зона разгрузки.
5. Основные технические параметры
- Средний диаметр печи: 10 м
- Внутренняя ширина печи: 3500 мм
- Производительность печи: при максимальной мощности нагрева 15 т / ч.
- Угол распределения материала: 3 ~ 6 ° (регулируемый)
- Угол между осями входного и выходного окон печи: 25 °
- Максимальный вес заготовки: 650 кг
- Температура нагрева заготовки: 800 ± 20 ℃
- Разница температур в печи: ≤ ± 20 ℃.
- Тип топлива: природный газ
- Теплотворная способность топлива: ≥8000 ккал / Нм 3
- Расход топлива: максимально 450 Нм 3 / ч
- Расход воздуха: 5400 нм 3 / ч
- Расход дымовых газов: 5850 нм 3 / ч
- Способ привода: для привода в движение пода печи применяется цевочная передача с тремя гидравлическими моторами, расположенные под углом 120 градусов
- Способ управления: полностью автоматическая система управления на базе PLC Siemens S7-1500, измерение температур осуществляется с помощью термопар.
- Повышение температуры поверхности печи (кроме зоны вблизи горелок): боковая стенка ≤ 35 ℃, под печи ≤ 45 ℃, верх печи ≤ 45 ℃
- Удельный расход топлива: ≤240 ккал/кг стали
- Потери на окисление: ≤1%
- Установленная мощность: около 184,35 кВт (будет уточнено на стадии детального проектирования)
6. Описание конструкции печи с вращающимся подом
6.1. Металлоконструкции
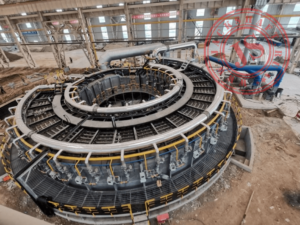
Рис.1. Вновь смонтированная кольцевая печь
Стальная конструкция корпуса печи состоит из пластин углеродистой стали и различных типов сварных узлов из профильной стали. Используется для установки и поддержки огнеупорных материалов печи, установки горелок, дверей, принадлежностей с обеих сторон печи, трубопроводов, контрольно-измерительных приборов, ремонтных платформ и т.д.. Каждая часть стальной конструкции спроектирована в виде отдельных предварительно собираемых модулей. Стальная конструкция по всей длине с определенным шагом оснащена соединительной расширяемой конструкцией, обеспечена компенсация тепловых расширений и деформаций. Обеспечено удобство транспортировки и монтажа, максимально минимизирован объем монтажных работ на месте строительства, за счет обеспечено сокращение срока строительства с одновременным повышением его качества.
6.1.1. Стальная конструкция пода печи
Стальная конструкция вращающегося пода должна выдерживает собственный вес, вес огнеупорных материалов и продукции, находящейся на нем. При проектировании учтено влияние собственного теплового расширения, поэтому стальная конструкция пода разделена на два уровня. Верхняя конструкция состоит из множества сегментов, сваренных из профильной стали, которые могут свободно расширяться на нижней стальной конструкции вместе с огнеупорным материалом пода печи. Нижняя конструкция представляет собой пространственную ферменную конструкцию, сваренную из профильной стали, которая хорошо вентилируется и находится далеко от источника тепла пода печи, что значительно снижает ее собственную температуру и расширение. Она свободно вращается на нижних опорных роликах, тем самым приводит в движение весь под печи.
6.1.2. Стальная конструкция боковых стенок
Стальная конструкция боковых стенок состоит из стоек, стальных листов толщиной 8 мм, кольцевых балок и прочих узлов, образующих каркасную конструкцию. Весь вес внутренних и внешних стенок печи поддерживается кольцевыми балками, закрепленных на стойках. Кольцевая балка представляет собой стальную сварную конструкцию, разделенную на несколько секций, со стальными листами, поддерживающими огнеупорный материал наверху, внизу установлен фиксированный гидрозатвор. Комплектующие печи, такие как горелки, дверцы печи, смотровые люки и ремонтные люки, закреплены на стальной конструкции стенок печи.
6.1.3. Стальная конструкция свода печи
Стальная конструкция свода состоит из кольцевых балок, поперечных балок и подвесных балок, распределенных по всем направлениям. Свод печи представляет собой цельнолитую плоскую крышу, закрепленную с помощью анкеров на подвесной балке. Стальная конструкция свода также используется в качестве опоры трубопроводов, клапанных механизмов и площадок свода печи.
6.1.4. Защитная обшивка пода печи
Защитная обшивка пода печи представляет собой термостойкую отливку, которая закреплена на верхней стальной конструкции подвижного пода печи и образует поддон для защиты огнеупорных материалов пода печи от внешнего смещения.
Наружная поверхность стальной конструкции корпуса печи покрыта высокотемпературной краской ≥200 ℃. Части, подверженные высоким температурам (такие как дверцы печи, горелки и т.д.), покрыты высокотемпературной краской ≥200 ℃.
6.1.5. Проходы, площадки и лестницы
Все клапаны, шиберы и посты управления печи (на высоте более 1,5 метра) оборудованы площадками.
Все платформы оборудованы лестницами, чтобы операторы могли безопасно и удобно получить доступ к различным частям печной системы.
Все лестницы и площадки оборудованы перилами и нижними бортовыми досками.
6.2. Огнеупорные материалы печи

Рис.2. Внутренне пространство топки кольцевой печи
Стенки печи и огнеупорная поверхность свода печи залиты из высокопрочного бетона и соединены со стальным каркасом корпуса печи анкерными кирпичами. Используется разумное и оптимизированное сочетание различных теплоизоляционных материалов для уменьшения потерь тепла. Все применяемые материалы успешно зарекомендовали себя печах с вращающимся подом. Главное преимущество заключается в высокой прочности и плотности. При нормальном использовании срок службы свода и стенок печи до капитального ремонта составляет более 6 лет.
При нормальной эксплуатации срок службы пода печи до капитального ремонта составляет 3 года.
Производительность печи с вращающимся подом тесно связана с выбором и использованием огнеупорных материалов.
Каждая часть корпуса печи имеет монолитную композитную конструкцию футеровки, которая обладает хорошей термостойкостью и теплоизоляцией, что обеспечивает стабильную работу и длительный срок службы футеровки печи с вращающимся подом.
Огнеупорный изоляционный материал пода печи и в нижней части стенок печи предварительно собирается в блоки, что удобно для монтажа на строительной площадке и ремонта пода печи. Чтобы криволинейные кирпичи не кренились во время работы оборудования, предварительно собранные блоки стенок печи прикрепляются к стальной конструкции стенок печи с помощью стяжных крюков, а сборные блоки пода фиксируется с помощью защитной обшивки пода, что гарантирует поддержание размеров внутренних и внешних кольцевых швов в пределах расчетных значений.
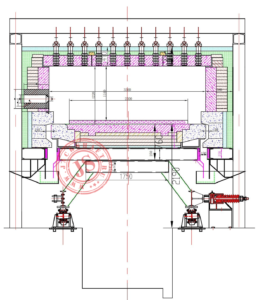

Рис.3. Схема использования различных огнеупорных материалов печи

Рис. 4. Пространство под подом печи
6.3 Перегородки
Между загрузочным и разгрузочным концами в топке печи установлены две перегородки для предотвращения соединения дымовых газов;
Для обеспечения длительного срока службы перегородок, они изготовлены из труб из нержавеющей стали, которые покрыты слоем огнеупорного бетона и имеют водяное охлаждение.
6.4 Ремонтные и смотровые люки
Для обеспечения удобства ремонта и эксплуатации печи, печь оборудована ремонтными и смотровыми люками. Чугунные люки оснащены огнеупорной футеровкой, устройствами открытия и плотного закрытия.

Рис.5. Ремонтный люк во время сушки футеровки после монтажа
6.5. Площадки обслуживания
Для удобства управления и обслуживания у внутреннего и внешнего кольца печи предусмотрены площадки обслуживания, проходы и лестницы, которые обеспечивают доступ ко всем горелкам и клапанам. Также на своде печи предусмотрена платформа для удобства контроля и обслуживания КИП.